
上饶(ráo)长鑫航空航天(tiān)集团加工的紡(fǎng)織機械軸的案(an)例來說明圓柱(zhù)曲面螺旋槽的(de)各⭐種複雜加工(gong)。

圓柱曲面螺旋(xuán)槽有多種功能(neng),在包裝裝置、紡(fǎng)織裝置或摩💋托(tuo)車等的部件上(shang),以滿足某種特(te)定的傳動軌迹(jì)要求;在橡膠産(chǎn)品的模具上,滿(man)足橡膠産品表(biǎo)面特殊花紋的(de)需要;在航天部(bu)件上起散熱作(zuò)用。螺旋槽按導(dǎo)程是否相等分(fèn)爲等導程螺旋(xuan)💃槽和變導❗程螺(luó)旋槽。按槽寬在(zai)槽深👅方向是否(fou)相等分爲普通(tong)螺旋槽如和✌️楔(xiē)⭐型螺旋槽。
等導(dǎo)程螺旋槽可以(yǐ)采用普通機床(chuáng)進行加工,但精(jīng)😍度很難保證🧡,而(er)變導程螺旋槽(cáo)隻能采用專用(yong)設備🛀進行加工(gong),但生産周💰期長(zhang),嚴重影響産品(pin)的制造進度。随(suí)着👄數控加✂️工技(ji)術的發展,采用(yong)數控機床加工(gong),可滿足各📐種不(bú)同種類螺旋槽(cao)的加工要求,但(dàn)是這類零件數(shu)控加工編程和(hé)☔一般的曲面加(jiā)工編程是不一(yi)樣的。
圓柱螺(luó)旋槽的中心線(xiàn)和輪廓線是螺(luo)旋線,可以看🤟成(chéng)動🏃🏻點在柱面上(shang)繞其軸線做螺(luo)旋運動形成的(de)軌迹。
2.螺旋槽數(shu)控加工
2.1數控機(jī)床的選擇及加(jia)工方法
由于圓(yuan)柱螺旋槽有回(hui)轉中心,所以螺(luó)旋槽的數控加(jiā)工☎️所選用的機(ji)床一定要有一(yi)個回轉軸,本文(wén)選用四坐标(X、Y、Z、A)數(shu)控加工中心,回(huí)轉軸爲X軸,刀軸(zhóu)方向爲Z軸,在加(jia)工時必須至少(shao)兩軸(X軸和A軸聯(lian)動、Y軸和Z軸聯動(dong))聯動。
螺旋槽通(tōng)常由導程和頭(tóu)數、深度和寬度(du)以及螺旋槽形(xing)狀和旋向确定(dìng)。
螺旋槽加工
加(jia)工普通螺旋槽(cáo)時,如果槽寬較(jiao)小,可以選用與(yu)槽寬相等直徑(jing)🐕的平底銑刀,銑(xi)刀直徑D與槽寬(kuan)W相等,加工時🌈根(gen)據🍉螺旋槽的深(shen)度進行分層切(qie)削就可以了。如(ru)果螺旋槽槽寬(kuan)太大,銑刀直徑(jìng)D小于槽寬W,就要(yao)分幾次走刀來(lái)實現。最優的刀(dāo)位軌迹是先從(cóng)槽中間走刀,然(rán)後向🐅螺旋槽輪(lun)廓線靠近,最後(hou)🤟的刀位軌迹♻️是(shi)螺旋槽輪廓⚽曲(qǔ)線偏置一個刀(dao)具半徑後的螺(luó)旋線,加工時也(yě)要根據螺旋槽(cao)深度進行适當(dang)的分層✉️。
加工楔(xiē)型螺旋槽有兩(liang)鍾方法。
第一種(zhǒng)是采用成型銑(xi)刀保證楔型面(miàn)形狀。加工時可(ke)先用普通🚶♀️平底(dǐ)立銑刀粗加工(gōng),
最後采用專用(yong)成型銑刀精加(jiā)工,楔形槽形狀(zhuàng)由成型刀具保(bao)證,這種方法加(jia)工時刀軸方向(xiàng)始終過圓柱的(de)❓中心線。
第二種(zhǒng)方法是采用普(pǔ)通平底立銑刀(dāo),粗加工和楔型(xing)面精加🈲工均采(cai)用普通立銑刀(dāo),楔型面角度通(tōng)過改變刀具🤞與(yu)零件之間的相(xiàng)對角度來實現(xiàn),使零件回轉一(yi)個角度,且沿徑(jìng)向移動一定距(ju)離
2.2
數控編程
1)等(deng)導程普通螺旋(xuan)槽
加工刀位軌(gui)迹是螺旋線,編(biān)程指令就是使(shǐ)加工刀具♊單純(chún)地走一條螺旋(xuán)線,比較簡單,一(yi)般兩個指令就(jiu)可實現🤞。第一個(ge)指令使刀具移(yí)位刀位軌迹的(de)起始點,第二個(ge)指令使刀具按(an)螺旋線軌迹進(jin)行加工😄。
2)等導程(chéng)楔型螺旋槽
3)變導程螺旋(xuán)槽
變導程螺旋(xuan)槽的加工刀位(wèi)軌迹是變導程(cheng)螺旋線,在👣編程(chéng)時對螺旋線進(jìn)行線段插補,根(gen)據加工允許誤(wu)差确定走刀步(bù)長[3],從而确定數(shù)控程序刀位點(dian),在一個加工刀(dāo)位軌迹中,坐标(biao)Y和Z保持不變,Z等(deng)于螺旋槽槽底(dǐ)半徑與擡刀高(gao)度之和擡刀高(gāo)度與分層加工(gōng)有關。坐标A和X在(zài)變化,而坐标A和(hé)X之間的關系就(jiu)是(2)式中φ與x的關(guān)系。
4)圓柱上有多(duo)個螺旋槽時,由(yóu)于形狀相同,隻(zhi)是每個螺旋槽(cáo)的起點位置不(bú)一樣,所以隻需(xu)對一個螺旋槽(cao)進行數控編程(cheng),其它槽在加工(gong)時通過循環指(zhi)令來實現。
客戶(hù)案例:
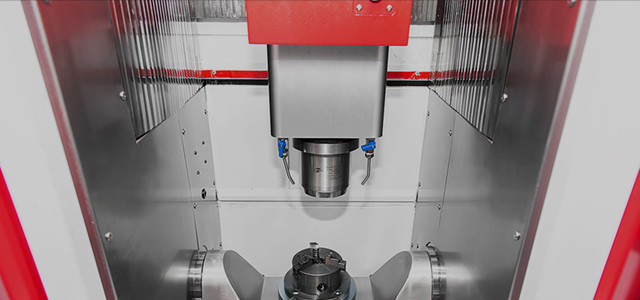
A.紡織機械(xiè)設備的特殊軸(zhóu)1在
SXK05L小型加工中(zhōng)心
上的圖片
B.特(tè)殊紡織機械主(zhǔ)軸2在 上的(de)圖片

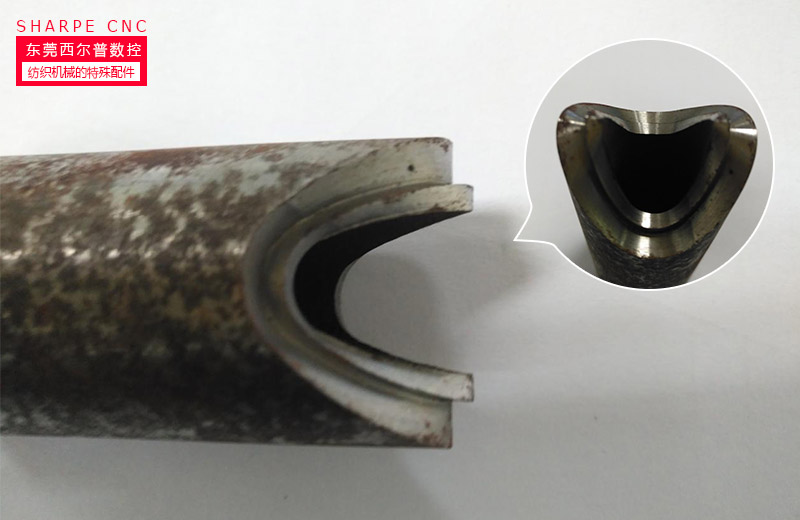
C.紡織(zhi)機械的特殊配(pèi)件
客戶車間照(zhao)片(全部上饶长(zhǎng)鑫航空航天集(ji)团設備- 數控加(jiā)工中心 )